Curven
-
Posts
118 -
Joined
-
Last visited
-
Days Won
1
Content Type
Forums
Events
3D Prints
Everything posted by Curven
-
I never used Nylon myself but I have read on some posts here and on other webpages that it is very prone to warp. On thing that seem's to help is to print in an enclosure to reduce aire flow and have a more constant temperature. If you have an open frame printer try printing with a big box covering the whole printer. (not very high engineering but if it works you can try to find a better enclosure after.)
-
Certaines matières (notamment le Nylon et le PVA et a ma connaissance dans une moindre mesure l'ABS) absorbent l'humidité, cela pourrait dans les cas extrême faire "gonfler" le filament, le ramollir (surtout pour le PVA) mais surtout pose problème lorsque la matière est chauffée (entre 200 et 300° suivant laquelle). L'humidité contenue dans le filament s'évapore instantanément et cela crée des bulles dans la matière. Cela peut provoquer des erreurs d'impressions (mauvaise adhérence, mauvais propriété physiques, mauvaises dimensions...) Dans ton cas @IronRedstar le changement de la pièce en téflon a amélioré l'impression => une pièce usée augmente la friction et peut causer les symptômes que tu as décrit. (a part pour les fines lamelles que je ne m'explique pas trop... Peut-être de la matière fondue qui remonte du a la pression du filament qui est poussé... mais pour cela il faudrait que le nozzle soit bouché) Pour @OOZYM l'humidité peut être un problème pour le PVA, mais le PLA est d'après ce que je sais très peu sensible a l'humidité, je ne comprends donc pas pourquoi la polybox améliore quoi que ce soit... (mais tant mieux si cela apporte quelque chose!) Quelle marque de matière utilises tu? Les matières bon marchés ont parfois des impuretés ou une mauvaise homogénéité de la matière qui peut provoquer des soucis... Tu as imprimé pendant combien d'heures? Le tube Bowden s'use gentiment et au bout d'un moment cela provoque une friction trop élevée et le feeder dérape. De l'expérience que j'en ai il est important de faire les maintenances préconisées par Ultimaker mais il est possible de les espacer un peu. (je multiplie le temps d'utilisation préconisé par UM par 1.5 avant de changer le bowden par exemple)
-
@OOZYM Salut, on a eu un problème similaire au travail une fois, dans notre cas la cause était que le filament sortait de la zone d'entrainement au niveau du feeder (pour une raison que j'ignore encore...). Du coup le filament était coincé entre la carrure du feeder et la roue d'entrainement et se faisait grignoter. De plus cela a endommage le bras du feeder. Comme décrit dans ce poste ci: Alors si tu arrive regarde dans le feeder, ou si nécessaire ouvre le pour contrôller (Attention il y a un ressort qui ne demande qu'a s'échapper dedans...).
-
Well made the test at home, With Cura 4.3 thsame problem occurs. Cura crashes if I create a new material and put "Generic" as brand. Uninstalled Cura 4.3 and installed Cura 4.4, it works fine. So seems like it has been corrected in the new version.
-
But for that we should get the information of wich material actual UM spools are made of. And this marking is missing on the "newer" spools (thoose with NFC tag). I hope someone will give us response soon...
-
Problem occured at work where IT gives restricted rigths to install softwares, I will try it when 4.4 is officially realesed. In the meantime I will try it on both 4.3 and 4.4 at home this evening.
-
Hello I juste noticed a bug in Cura 4.3 I am Using PETG wich is not a material in CURA (not a big problem, I am using in on an UM2+ and made a profile on the printer) But I stil want tu do things nicely and make a proper profile in CURA for PETG and a material as well. So I create a material, name it PETG and under the brand I want to type Generic So it gets listed with all other generic materials, but the Cura stop working. Tried it three times every time it's the same result, tried some other names and then it is OK. Do others have the same problem? I have no github account so I can't create a bug there. Sorry.
-
I do agree with you. Some spools do have markin on them about what plastic they are... Old blak Ultimaker spools are made in PS and transparent colorfabb spools are made in PC. But on the new UM spools I can't find any marking of wich material they are made of... And I guess you are refering to these new spools... One way to recycle them is to use them as a spool organizer. I use this design (Not sure if it is compatible with the new Ultimaker spools): https://www.youmagine.com/designs/spool-organizer-4-23 But once you've done some of them you don't need more... So I am more and more looking to get to a masterspool system: https://www.thingiverse.com/thing:2769823 But for this there are pretty few filaments avaiable, and UM material with the NFC tag would be a little bit more complicated tu use on this. (I use old UMO so NFC is not a subject for my use)
-
Bonjour, A mon avis le problème provient de la largeur des barres verticales qui est probablement plus petite que le diamètre d'extrusion de votre imprimante. Cura reconnait la présence de ces lignes (elles sont grisées). Mais ne parvient pas a les slicer pour une raison ou une autre... Chez moi cela fonctionne: Mais la largeurs d'impression de l’imprimante que j'ai a disposition est réglée sur 0.35 mm. (Menu "Qualité" de Cura, il faut éventuellement le rendre visible en débloquant les paramètres avancés.) Une autre option serait de cocher l'option "imprimer parois fines" Edit: J'ai fait le test, si je règle la largeur d'extrusion a 0.4mm les barres verticales ne se "slice" pas



-
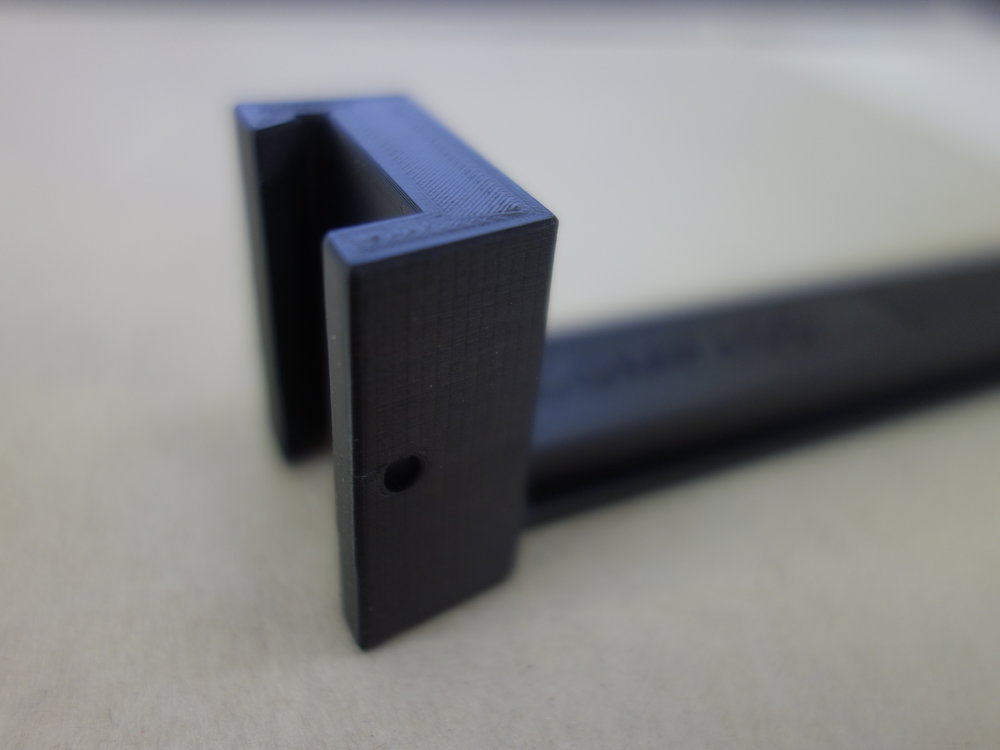
First of all I want to thank you all for your replies, suggestions and ideas. It is really great tu have many people sharing their experience. Its half way between the two ends, but as Geert_2 says, it sticks well during the print and bends after when the part is cold. Here is an image were bending is better shown, holding to pieces together. So the "gap" is double. I have the feeling that layers do adhere well, part is printed in black ABS so it is hard to get a nice image of it but here is my attempt. I will give NickB idea a try, but for now this job has been put as low priority, so I won't have much time for it... I'll try to do tests as soon as possible!



-
What I see on your screen shot is that even bigger holes do not have appropriate walls... So I would rather guess there is a problem with your STL file. Did you allready try to make a new STL with other settings?
-
It is printed on an UM2+ with a front window to reduce warping problems. I did not try to print it with a raft until now... I may give that a try. You got the cross section well, the design modification seems tu be a good idea too!
-
C'est un problème récurent dans le cas ou les parois sont plus fines que la largeur de la buse. Si c'est le cas sur ton modèle il faut soit imprimer avec une largeur de ligne plus faible, soit modifier le modèle pour épaissir les parois. Si tes parois sont assez épaisses alors je ne sais pas d'ou vient le défaut.
-
Hello thanks for your reply. I use the UHU glue stick. For PLA I print at 200-210 °C with buildplate at 60°C. (It's from colorfabb, PLA/PHA) For the ABS I print at 250°C with the buildplate at 95°C (Ultimaker ABS) I'm not sure it is really warping, the corners stick well to the build plate during the print and I don't think it lifts during the print, but either after, when it cools down.
-
Hello, At work we need to print long plastic rails for an magnetic field mesuring system. (can't use metal part because it would interfer with it). these rails look like this white piece. We print it as shown on the image, problem is, once print finished and heated bed cooled down it lifts in the middle... We tough it was because of the rail profil and tested tu print the same size but juste a big rectangle, it lifts as well. (maybe a little less) Tried PLA and ABS, both behave the same, tried 100% infill and 40% Cubic. always the same... Do you have any tips and tricks to print this flat? Small design modification are possible. Thank you very much.

-
UM2, upgrading stepper driver
Curven replied to Hertz's topic in Third party products & modifications
Actually just reallized something... 2208 is 1:1 replacement for A4988 when it is in this form... Not sure if the outpout of the chip is 1:1 so there might be some work to do to figure out the pinout of both A4988 and TMC2208. You should find this in the tech specs. p.s: Merci de la proposition, mais en dehors du forum francophone je fais de mon mieux pour écrire anglais, c'est plus pratique pour les autres utilisateurs et cela m'entraîne un peu.
-
Or linux... Can actually linux boot an a mac computer? (never had a mac...). Is Cura compatible with linux? edit: Just noticed when I clicked on send that my post actually has nothing to do with the topic, sorry.... But I am to interested in the answer to delete my message 😛
-
UM2, upgrading stepper driver
Curven replied to Hertz's topic in Third party products & modifications
If you can take the risk it will anyways be a great challenge and train your skills. But the soldering spots on the mainboard are really small... As far as I know 2208 (in legacy mode) is a 1:1 replacement for A4988. 2130 is a little bit more tricky, there is something with motor current that cannot go back to the driver or it will be broken. (Sorry for the non technical language... I am french speaking and not from the electronical world...) -
"Best" Temperature Sensor for Ultimaker Original?
Curven replied to coofercat's topic in Third party products & modifications
You're welcome! It isn't very cheap that's true... But I hope it will stay avaiable for long time... -
"Best" Temperature Sensor for Ultimaker Original?
Curven replied to coofercat's topic in Third party products & modifications
On my UMO I have built this temperature mesurement system: https://e3d-online.com/v6-pt100-upgrade-kit It works great! You juste have to exchange 2 wires because the outpout of the amplifier board isn't in the same order as the input on the ultimanboard. On the left the Pt100 board, signal wire is in the middle, on the right the Ultimaker board 1.5.7, the signal wire is in the middle. After that you go to: https://bultimaker.bulles.eu/ This is to build the new firmware, you muste chose "temperature sensor like Ultmaker 2" Hope this will help you!
-
Fantasy Upgrades for UMO
Curven replied to coofercat's topic in Third party products & modifications
😮 Impressive work indeed! If I manage tu get only half as far in my UMO modding it would be great! Maybe I should start thinking to switch to directdrive, but first I will do the rest that is in the pipeline... -
The UMO buildplate is really hard to align because of it's 4 leveling points... The newer UM have only three and it is much better. But if you really can't get it alligned it is maybe the whole buildplatform who is loose. this would need to check all the screws and in the worse case some pieces of it has to be replaced. You can refer to the assembly manual (page 60 a further)
-
joining leftover filament from old spool to new spool
Curven replied to SiddharthTilala's topic in UltiMaker 3D printers
As far as I know there are many possibility doing this with more or less complex systems and mor or less reliability... Try searching "joining filament" on google, you will get some ideas. Some people use candles but it is not recomended because you have a hig risk to burn the filament a little to much and it will clog your nozzle... This seem's to be a relatively good alternative for a cheap solution: https://www.instructables.com/id/3D-Filament-Fuser/ -
Fantasy Upgrades for UMO
Curven replied to coofercat's topic in Third party products & modifications
Nice job! Cable managment is always the hardest to do... Once you made the changes you want to try them, not to spend lots of time on finding how to tidy all those cables (wich I find isn't that easy...) -
Hello You can create your own material profiles based on existing ones: My Cura is in french but it the settings of Cura you should have a "material" tab. There you select the generic profile of the material you want ant the you clic "create" it wil copy this generic profile and you are able to choose color and so on for this personalised profile. It's a bit of work at the beginning but once you have made the needed profiles it's ok. Hope this helps!