


tinkergnome
-
Posts
2,774 -
Joined
-
Last visited
-
Days Won
61
Content Type
Forums
Events
3D Prints
Posts posted by tinkergnome
-
-
@gr5 the screenshots are not from Ultimaker Cura, it looks like a customized old version, maybe 14.x or 15.x?
The only way to change the z-pos was the option "Cut off object bottom" (AFAIK)
@Wheelone The layer visualization was a bit different in Cura versions of these old days
") , but you can go through it layer by layer to ensure, that the chosen amount of bottom layers is actually printed (the amount depends on the chosen top/bottom height and the layer thickness).
, but you can go through it layer by layer to ensure, that the chosen amount of bottom layers is actually printed (the amount depends on the chosen top/bottom height and the layer thickness).
For the Windows version: hold the CTRL-key and use the arrow up/down keys (in layer view).But first: check your model: switch to the x-ray view and check for any red marked faces. If in doubt, post a screenshot of this view too.
-
11 hours ago, mariep said:
I was asking more for those lines :
G0 F15000 X8.0 Z0.5 E-4.5 ;Wiping+material retraction
G0 F10000 Z1.5 E4.5 ;Compensation for the retraction
This is just a short relative movement to reduce the "stringing" line at the end of the print.
Not strictly necessary, but consider it as an interrelated block with the surrounding "relative mode" switches(G91 / G90).
Those switches are "sticky" and you probably don't want to keep the relative mode enabled all the time...
G91 ;Relative movement G0 F15000 X8.0 Z0.5 E-4.5 ;Wiping+material retraction G0 F10000 Z1.5 E4.5 ;Compensation for the retraction G90 ;Disable relative movement M82 ; absolute extrusion mode
The comments at the end are also not needed and do not change the state of the printer.
11 hours ago, mariep said:So for a layer_height of 0.2mm, a line width of 2mm, a segment of 20mm, I have a volume of 8mm^3.
Usually the line with is equal (or close) to the nozzle diameter, 2mm sounds a bit odd?
Cura uses a default (wall) line width of 0.35 (for a 0.4mm nozzle) - and 0.5mm width for the infill lines.
If i calculate your example with a line width of 0.4mm, i get an extrusion length of ~0.25mm for this segment (1,6mm³ and 2.85mm filament) - better?
-
16 minutes ago, gr5 said:
Link doesn't work for me.
@gr5 just remove the superseding point at the end of the url:
http://files.fieldofview.com/temp/ZOffsetPlugin.curaplugin
Manually copying to the plugin directory works too, the github link is in the first post.
-
The best source that i know, is still this post in the S3D forum:
https://forum.simplify3d.com/viewtopic.php?f=8&t=1959&p=7574
Your particular example adds some commands to change the acceleration - dependent on the feature type.
-
5 hours ago, mariep said:
Are the last 18 lines mandatory (see in the test.gcode file)?
Well, the M104 commands are disabling the heaters of the print cores, and M107 disables the fan.
But i think, the firmware does this anyway after the end of a print (but i'm not sure).
5 hours ago, mariep said:I'll like to know how the quantity of filament to extrude is computed (the E value)?
AFAIK the extruded volume is calculated as follows:
layer_height * line_width * length_of_the_line_segment
You need the filament diameter in addition to calculate the needed difference in length, that's all.
-
2 hours ago, ahoeben said:
I did not learn more Python, but I did get some practice in hacking the innards of Cura.
Awesome! That means you can teach us more of this stuff soon...
-
@ahoeben one observation: if you switch between printers, the offset setting is duplicated to the end of the panel.
I assume this has something to do with the 'naughty' line?

-
2 hours ago, ahoeben said:
I am very much open to suggestions on better techniques (and must admit I have not had time to test it with an actual printer), but I don't know what works best.
I'm not that convinced about the actual move of the z-axis to the zero coordinate...
Would it be possible to search the gcode for the first z-move (after homing with G28)?
Than add the offset to the found value (G92) and repeat the move (i do the something similiar with a customized start code at the moment).
... G0 Zxx.xxxx ;the original line (first found z move after the homing) ;inserted by the plugin G92 Z[xx.xxx - offset] ;add the offset to the current position G0 Zxx.xxxx ;repeat the original move (the same effect as a relative move by the offset value) ;rest of the gcode starts here ...
-
41 minutes ago, DieterB said:
My question was simply if there is a chance to tell or setup cura to generate the desired gcode.
If i understand you right, you want to use Custom Start Gcode (follow the link).
-
 1
1
-
-
3 hours ago, gr5 said:
@tinkergnome - is there some step I skipped? Is there some other code he has to edit other than pins.h?
Wait a minute... @Julian28010 asked for an UMO+, but now we are talking about the UM2-Firmware? I'm pretty sure, that the UMO+ uses the same electronics board, but a different firmware (and display), right?
18 minutes ago, TOMTFX said:thanks for this, it seems to be the same changes i made save for the fact that there are 2 endstop pins for each axis now.
If you own an UM2, you made the changes on the wrong place. Search for MOTHERBOARD == 72
In case of an UMO+ it's the wrong firmware, it should be this one: https://github.com/Ultimaker/Marlin/tree/Marlin_UM_Original_Plus
-
1 hour ago, Bossler said:
What I need to figure out is how to improve the quality of overhangs.
...also notice the "zebra-effect" - already seen that this might be an issue with the stepper drivers but I feel a bit skeptical regarding the proposed solutions ...
Usually overhangs print better when thicker layers are used. Another point is the raised heat from the buildplate, especially near the bottom of the model.
If possible, print those models on a cold buildplate. This will probably need some other kind of adhesion helpers - like painters tape or the adhesion sheets - but makes a big difference.
Regarding the "zebra effect": rotate the model between 15 and 45 degrees around the z-axis (the blue handle in Cura) and the effect should disappear,
-
1
-
-
On 8/1/2017 at 7:29 AM, CatamaranDan said:
there is a 0.012 in gap
I think, the OP is talking about inches, 0.012 inches are approx. 0.3mm
-
7 hours ago, kmanstudios said:
Just the ability to override those things would be nice.
I made some python scripts based on the example from David (Inside the Ultimaker 3 - Day 3 - Remote access (part 2))
Those can be used as (kind of) an override for such things. I put them on my Google drive: python-scripts
You would probably have to make a copy of "led_on.py" and "led_off.py" for each printer and change the ip address accordingly.
And you would have to install Python 3.5 or newer (if you do not already have it).
And you have to confirm access to the printer on the first use.
Afterwards you can switch the light on and off at any time with a double click on the file (that's how i use it a.t.m.).
-
7 hours ago, yyh1002 said:
The over extrusion around the corners is quite obvious in the case of low acceleration.
In my experience this effect depends not so much on acceleration, but more on the (so-called) jerk.
I you want, try your test cube again with enabled acceleration control, but switch off jerk control or increase the (very low) wall jerks to values not lower than 10 (or 12) mm/s.
It could be interesting to compare the results.
BTW: what are your default settings for acceleration and jerk on the machine?
-
3 hours ago, Dana said:
why is there an import/export option in Cura for materials?
some possibilities:
- share it with other Cura users around the world
- take it as a backup
- upload it to a version control repository
- and so on...
It's definitely not intended for the UM2, that's a complete independent thing.
3 hours ago, Dana said:it is quite labour intensive to create a new material and then export/modify and import the txt file back into the printer every time you buy a new type of filament...
IMHO the "UltiGCode" approach (with the material settings on the printer) had it's benefits in former days but is obsolete nowadays.I think, you should consider to change the Gcode flavor for your UM2 to "Marlin" (it's in the "Machine Settings" of Cura).
Afterwards only the material settings from Cura will be used and the settings on the printer do not matter anymore.-
1
-
-
7 hours ago, kmanstudios said:
I have not seen any manufacturers do this. Are you aware of any?
Nope. It's a pity, i guess it will only happen, if enough customers ask for it.
The world is full of unused opportunities...
-
1
-
-
3 hours ago, kmanstudios said:
As the UM team develops materials, they get added to the profiles in both software and firmware.
That's right, but as far i know this is not limited to Ultimaker materials.
Every material manufacturer is called to take the efforts and to contribute material profiles for the UM3 and Cura (or even RFID tags), if he wants to make his material directly supported.
It's a task of the particular manufacturer, that's the whole idea behind it. It's an open system after all.
-
@Nobima what about this:
An uncaught exception has occurred! ... FileNotFoundError: Could not find resource ('Mark2_for_Ultimaker2_backplate.png',)it should be in the 'images' subfolder. Sigh - Cura is sooo nitpicky...!

-
Designing a smooth UI is not an easy task (especially if it has to be accessible for people with a disability).
I think, little 'playgrounds' are acceptable...
The rare 'hidden' things are no problem once you get used to it, and those '3 point menus' are quite common nowadays
(although the 'light grey-on-white' color scheme is generally worth a discussion
") ).
).
-
1
-
-
3 hours ago, kmanstudios said:
I never noticed that....seems a bit like having to know the secret handshake though to get to some things sometimes
LOL - yep - this or... carefully read the manual...
-
15 minutes ago, Robin94 said:
Normalerweise müsste ich doch dann eine Step Datei runterladen die ich mit Solid Works öffnen kann.
Das, was Du dort im Browser siehst, _ist_ die Step-Datei - Du musst sie nur noch speichern...
...oder eben gleich einen Rechts-Klick auf den Link mit dem Dateinamen ausführen und "Ziel speichern unter..." auswählen.
Man kann auch einfach das gesamte Repository als zip-Archiv herunterladen und dann ganz in Ruhe lokal darin herumstöbern:
-
On 25.1.2018 at 10:22 AM, Nobima said:
I cannot use Cura 3.1.0 with Mark2.
AFAIK the definition files have not changed since Cura 2.4 (and are still working for Cura 3.1)
(@foehnsturm, @ultiarjan: correct me, if i'm wrong...)
Was the configuration imported from 3.04 during the installation of Cura 3.1, or do you have added the printer again?
If you can upload the (shortened) cura.log file somewhere... we can try to help to nail this problem down.
-
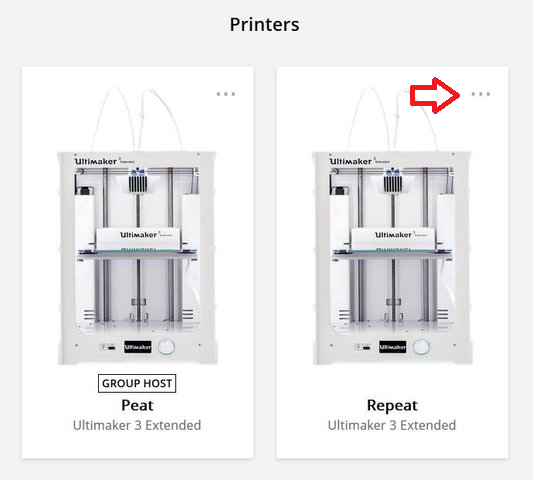
1 hour ago, kmanstudios said:
what printer overview page?
@kmanstudios There should be an option in the printer's menu on the Cura Connect webpage:
-
1
-
-
52 minutes ago, purps said:
When babystepping Z, let's say to bring the nozzle closer to the bed, I then use the store command, but when I do the next print, the gap is bigger! I haven't tried to measure it, but I think the adjustment is being stored in the wrong direction, if that makes sense. Anybody else seen this?
Which version do you use? I think this was corrected / changed for V17.10:
https://github.com/TinkerGnome/Ultimaker2Marlin/commit/8e22b1c50520e8f3ea8509d6f94422c9b1e514fa
") , but you can go through it layer by layer to ensure, that the chosen amount of bottom layers is actually printed (the amount depends on the chosen top/bottom height and the layer thickness).
, but you can go through it layer by layer to ensure, that the chosen amount of bottom layers is actually printed (the amount depends on the chosen top/bottom height and the layer thickness).



") ).
).

Z Offset plugin needs testers
in UltiMaker Cura
Posted
Well.... test it!")
(i have... and it works)