


tinkergnome
-
Posts
2,774 -
Joined
-
Last visited
-
Days Won
61
Content Type
Forums
Events
3D Prints
Everything posted by tinkergnome
-
True, most of the time it's difficult to argue with those "smart" machines... AFAIK it is crucial that PVA is only used together with the BB core. That's the reason, why the firmware has some hard restrictions as long as PVA is the selected material. So what I understand - you had removed the PVA already, but for the printer it was still the current selected material. I'm not sure a.t.m., is it possible to manually select a different material (without the need to actually load it)? If so, doing this could be sufficient to satisfy the printer. BTW: when did it asked for the BB core? Did you started a print, or load material or what else? (I don't use the material change wizard most of the time and don't want to grope into the same trap...)
-
basically - yes. "Material/Print core" -> "PrintCore 2" -> "Change" is intended to guide you through these steps, i think? Edit: alternatively... RTFM!
-

Custom material profiles for Ultimaker 2/2+ problems
tinkergnome replied to LePaul's topic in UltiMaker 3D printers
It seems to be an known bug? -
@gr5: it's not brim, the previous pictures are showing the first two layers of the raft. It always looks like this. I know, a raft is a bit antiquated these days... but it builds a nice solid base for the supports, doesn't it? Edit: Which support pattern have you used so far? "Grid" should produce the most stable structure.
-
-
Wie stellt man den optimalen Düsenabstand mit Messuhr ein ?
tinkergnome replied to aeonium's topic in Deutsch
Wie, wo? Was muss ich alles lesen...? Der normale "Adjust buildplate" wizard ist unverändert (wie in der Standard-Firmware mit Papier 0.1mm). Für "Adjust Z height" (bei den Expert functions) wird kein Offset benutzt. Das ist genau so gedacht, wie Du oben geschrieben hast. Mit der richtigen Beleuchtung funktioniert das mit der Spiegelung ganz gut. Wenn der kleine Lüfter läuft, hört man auch, wenn man "dran" ist (die Augen werden ja im Alter nicht besser... 8)). Ich fand auch wichtig, das man den resultierenden "homing offset" direkt ablesen kann. So kann man noch ein paar hundertstel in die eine oder andere Richtung korrigieren, wenn man damit bessere Erfahrungen gesammelt hat. Wenn man öfter Düsen mit verschiedener Länge benutzt, kann man sich den Wert auch aufschreiben und beim nächsten Mal direkt wieder einstellen. Der Grund für die 0,03mm Schritte ist, das Marlin grundsätzlich keine Bewegungen mit weniger als 5 (Micro-)Steps ausführt. Wenn nur die Z-Achse bewegt wird, sind das 0,025mm. Ich nehme an, dafür gibt es gute Gründe, deshalb hab ich daran lieber nicht herumgespielt... Weiß von Euch jemand mehr darüber? -
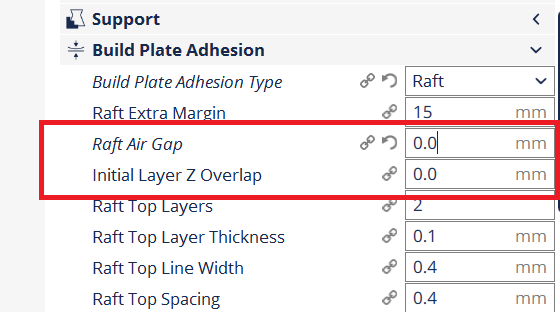
In this case i would use a raft (with "Air Gap" changed to 0.0). This should result in a stable base for the supports.
-
UM2+ material extruding before print question
tinkergnome replied to LePaul's topic in UltiMaker 3D printers
It is related to the settings at the end of Configuration.h: I read somewhere that 20mm for END_OF_PRINT_RETRACTION is perhaps a bit too much (material can get jammed in the PTFE coupler). I use 12mm most of the time. The extra priming at start is 50 cubic mm (approx. 8mm for filament with a diameter of 2.85mm) . If this is not sufficient, you can try to increase this a bit. And keep in mind, that this stuff depends on the material diameter of the current selected material on the machine. In addition: at the moment i think, that a value of 5 for PRIMING_MM3_PER_SEC is a bit too high, but I have not (yet) made any further experiments. -
@SandervG That's one of the (rare) differences between the Marlin configurations of UMO and UM2... - you own both - just try it out!
-
I have no idea about your shifted prints, so just out of interest: Why do you suspect the end stops? AFAIK the end stops are only used during "homing", but completely ignored during a print. Or do you use a customized firmware? Are you printing from sd-card or is the USB cable connected?
-
I see, our opinions differ not soooo much.. Well, call me a nitpicker... - but if one uses "horizontal expansion" the sliced model becomes bigger (yes - for sure - the supports are part of the sliced model). And the bigger model has to fit into the build volume. I don't believe that someone has different expectations...? (it's the same with an ooze shield, draft shield, skirt, brim,.. whatever...) During the beta test I printed nearly all PVA tests without a prime tower. That worked just fine - just try it out. I regard this as a benefit of the printer, not as a limitation... Sorry, but I disagree about another point: You don't need to use Cura. The printer already works with gcode from other slicers and I'm sure, that this will be even more simple in the future. I agree, that Ultimaker should provide printer definitions for Cura that are allowing the use of the whole print volume (especially for single extrusion). I assume this is only a matter of time and finally: it's open source...
-
my two cents: IMHO none of your arguments are related to the specifications of the printer, instead you're talking about restrictions of the slicer. I think one should not mix-up these things. The printer has a specified build volume and that's correctly stated on the data sheet. Point. If one wants to prepare print files with Cura (free of charge) there are some restrictions / settings that are leading to the fact that Cura can not use the whole build volume out of the box... so what... With other words: the free slicer in it's current version does not use the full potential of the device. That's not ideal from the manufacturer's perspective, but does not change the technical data of the printer, does it? The printer and Cura are not strictly bundled. If any - the "asterisks" has to be added to the Cura manual, not for the printer.
-
I understand that, but i think this is the privilege of the inventor. (moreover - i don't have the right equipment for such things... )
-
Cura 2.3 and Ultimaker 3 extended Materials
tinkergnome replied to melvincator's topic in UltiMaker 3D printers
I'm not sure, if this answers your question... ...but there is a page with all Ultimaker manuals. This should be a good start. Edit: damn... Team Ultimaker was faster... -
Want another teaser? ... I made some decorations for next Monday In summary approx. 40 printing hours without any problem. Sliced with Cura 2.3.0 Printed on Ultimaker 2 with (dual) Extrusion Upgrade Kit foehnsturm toolhead changer foehnsturm "Spandex" add-on

-
@gaschoa Which Cura version are you using? I remember that the first move command looks different, if the skirt is "misused" as a replacement for brim (line count > 1 and/or a very small start distance). Can you show us the first few lines of the gcode file?
-
...and in addition: it's not only a question of the slicer. You will also need a firmware that can handle more than one extruder coordinate. (AFAIK Marlin is not able to do that).
-
VLC media player - "Media" -> "Open Network Stream..." - activate "View" -> "Advanced Controls" - hit the record button This saves the stream data "as is", but VLC can open the file later and encode it to mp4 (e.g.)
-
Here is my first attempt to record the camera stream. The content is boring - it's just to prove the possibilities. IMHO the resolution is totally sufficient for monitoring. You will not make a cine film with your printer's camera, right?
-
@neotko: OMG... calm down - Tomorrow will be time enough. One small addition: VLC media player can display (and record) the camera stream as well. ...and the stream is not directly to be seen in Cura (a.t.m.?), it takes only a snapshot every two seconds (probably to conserve resources?)
-
Actually it's not _that_ smart, but pretty simple. It just benefits from the fact that not all heaters are running on full power all the time. The firmware cannot measure the momentary current, but is able to add up (and limit) the pwm output to the heaters.
-
I'm not aware that the start-/end positions are related to the wiping moves. The relations between all these settings are still a "grab bag" to me... "Wipe Nozzle on Prime Tower" is still activated in the Cura profile? The additional G10 should be ignored by the Marlin firmware, because it's already retracted. Have you noticed a different behavior? BTW: I think we are on the wrong thread...
-
It seems, that the related stuff in not in there... but in the extruder definitions. If you change it like this, the tool change retractions are back: { "id": "ultimaker2_dual_1st", "version": 2, "name": "1st Extruder", "inherits": "fdmextruder", "metadata": { "machine": "ultimaker2_dual", "position": "0" }, "overrides": { "extruder_nr": { "default_value": 0, "maximum_value": "1" }, "machine_nozzle_offset_x": { "default_value": 0.0 }, "machine_nozzle_offset_y": { "default_value": 0.0 }, "machine_extruder_start_pos_abs": { "default_value": false }, "machine_extruder_start_pos_x": { "value": 0.0 }, "machine_extruder_start_pos_y": { "value": 0.0 }, "machine_extruder_end_pos_abs": { "default_value": false }, "machine_extruder_end_pos_x": { "value": 0.0 }, "machine_extruder_end_pos_y": { "value": 0.0 } }}
-
Nope. The distance between the nozzles is 18mm (*) and the whole printhead is 100mm wide. Both exactly the same as at the UM2. (*) you can verify it, just take a look at the definition files of Cura 2.3



